![]()
New Equipment Digest - September 2020
Research And Development
Achieving Vibration Isolation for 3D Surface Analysis
September 29, 2020 | Patrick Roberts
High-precision, nanometer-level 3D surface measurement systems can be negatively affected by low-frequency vibration—distorting imaging and producing inaccurate measurement readings.
 Manufacturers need to control processes to produce a consistent, reliable product. Where precision surface engineering is required, surface measurement may be a key part of maintaining control of the process, by checking output to see that the process is not outside of specification.
Manufacturers need to control processes to produce a consistent, reliable product. Where precision surface engineering is required, surface measurement may be a key part of maintaining control of the process, by checking output to see that the process is not outside of specification.
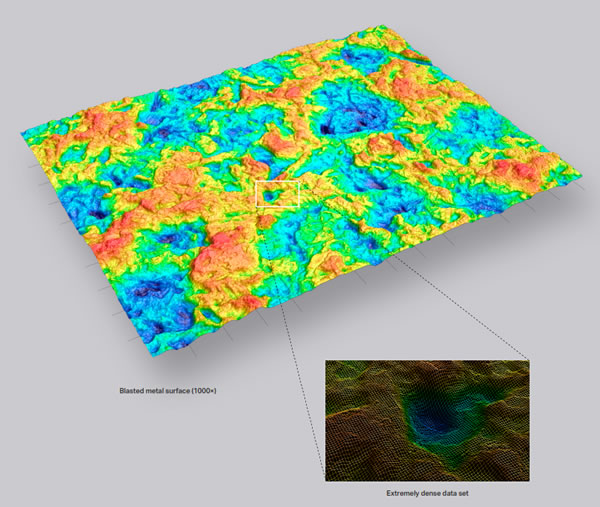
3D non-contact surface analysis is widely used in the industry for the measurement of small displacements and surface irregularities. It delivers the ultimate in high accuracy and repeatable and traceable measurement. When built into microscopy equipment, employing 3D laser scanning or structured light, these systems report the surface condition of a product with more accuracy than any other method—providing nanometer-level profile measurements of height, width, angle, radius, volume, and roughness. Such precision measurement systems allow users to improve product quality and reliability, and increase manufacturing consistency and production yields.
Low-Frequency Vibration
When measuring at such high levels of precision, any instrument can be negatively affected by low-frequency vibrations generated within a manufacturing facility. These can distort measurements and impact imaging and measurement data.
One company that has great familiarity with the manufacturing environment and 3D surface measurements is Keyence Corporation—a leading supplier of sensors, measuring systems, laser markers, microscopes, and machine vision systems worldwide.
“We have many customers with high-precision 3D measurement systems operating in high-vibration environments, performing microscopy evaluation at 30,000 times magnification, looking at nanometer-level surface features,” said Evan Eltinge, Senior Sales Engineer Surface Analysis Team, with Keyence Corporation of America. “At that level of detail, and in that environment, if measures are taken to reduce vibration it improves the quality of the data.”
“Without proper isolation surface measurements occurring at 3,000 to 5,000 times magnification, the vibration could contribute to image blurring and loss of image quality,” continued Eltinge.
Vibration can be caused by a multitude of factors within a plant; every structure is transmitting noise. Within the building itself, production machinery, forklift trucks, the heating and ventilation system, fans, pumps, compressors, and elevators are just some of the mechanical devices and equipment that create low-frequency vibration. Depending on how far away the surface measurement instrumentation is from these vibration sources, and where inside the structure the instrumentation is located—whether on the production floor or in a loft—will determine how strongly the instrumentation will be influenced.
External to the building, the equipment can be influenced by vibrations from truck movement, road traffic, nearby construction, loud noise from aircraft, and even wind and other weather conditions that can cause movement of the structure.
Vibration Isolation Options for 3D Surface Analysis
The conventional approaches to eliminating vibration from 3D surface analysis each have benefits and drawbacks. But as surface analysis has progressed from micro-level to nanometer-level tolerances, so has the need for more accurate precision in vibration isolation.
Stone Slabs – The ubiquitous several-hundred-pound granite slabs mounted on metal tables have been a mainstay for supporting and providing a level platform for sensitive instrumentation in manufacturing facilities. As a passive isolator, the slabs do not completely eliminate the vibrations, but the amplitude is reduced relative to the mass of the slab. A two-foot-thick slab weighing 600 pounds could do an acceptable job of reducing low-frequency vibrations for 3D surface analysis. However, the equipment being used to measure parts would have to stay in that location. There is no portability possible without also moving the slab.
Air Vibration Isolation Tables – An extremely common device used in manufacturing for isolating vibration insensitive instrumentation. Once the mainstay for stabilizing the industry’s most critical micro-engineering instrumentation, pneumatic vibration isolation tables have proved less than adequate in isolating extreme low-frequency vibrations. Those vibrations can negatively influence instrumentation operating at nanometer-scale resolutions.
Air systems do achieve a level of vibration isolation—usually in one dimension (vertically) but provide limited horizontal isolation. They do not, however, isolate to the extent that is really needed at very low-resonance frequencies. Air systems will actually amplify vibration instead of reduce vibration in a typical range of 1.5 to 3 Hz because of the natural frequencies at which air tables resonate. All isolators will amplify at their resonant frequency, and then they will start isolating as the frequency increases. With air tables, any vibrations in that resonant frequency range could not only fail to be attenuated, but they could also be amplified and low-cycle perturbations will come straight through to the instrumentation.
Air tables require a power pump to supply air—which itself creates low-frequency vibration—and a tank that holds the pressurized air to deliver steady pressure to the isolator. Air hoses are run from the tank to the vibration isolating platform. All of this makes for a complex and rather bulky setup. Their large footprint makes air tables unsuitable for tight-space allocation in laboratories and unwieldy for transporting should the table need to be moved to a different location.
Taxing air table functionality is the growing trend of locating highly-sensitive instrumentation—like 3D surface measurement systems—in building locations where vibration noise is significantly high, posing a serious challenge to vibration isolation. As more industries move to high precision inspection equipment, environments that have heavy vibration need better vibration isolation solutions than what has been available with air tables.
Active System Electronic Vibration Cancellation – Another option for vibration isolation in 3D surface analysis is active vibration isolation systems. Also known as electronic force cancellation, these systems use electronics to sense motion, and then add forces electronically to cancel out or prevent the vibrations. These systems use a combination of sensors, transducers, and actuators, whose functioning is directed by algorithms to attenuate the vibrations. The sensors detect vibrations along with specific directions (x, y, and z), and send this information to a controller, which, in turn, sends a signal to the actuators to reduce the sensed vibrations.
Active systems use feedback to attenuate vibrations, but may also use feed-forward, as well. A feedback control system continuously monitors the platform it is controlling and modifies its output according to the vibration data retrieved. In a feedback active-control system, the forces causing the vibrations are measured, and the control system sends out corrective signals to transducers to reduce vibrations.
A feed-forward control system responds in a predefined way to control the input vibrations. This type of control system is deployed when the behavior of the controlled forces (vibrations) is well understood—such as impulses from stage motions, valves, etc. The feed-forward system already has information about the motion and applies the necessary forces to counter the vibrations.
To achieve a high level of precision in vibration-critical applications, feedback electronic-force cancellation systems must balance the complexity of inertial feedback in response to incoming vibrations. This can be challenging for active systems when the inertial feedback is applied to incoming low-frequency vibrations horizontally.
Active systems do perform well with canceling out low-frequency vibration and their use has steadily increased over the past 25 years. Some active isolation systems can start isolating as low as 0.7 Hz. But active systems have a limited dynamic range that is easy to exceed, which can cause the isolator to go into positive feedback and generate noise.
Active isolation can be challenging to calibrate. But once the instrument is set up accurately its performance exceeds the capabilities of air tables for cancellation of low-frequency vibration.

Negative-Stiffness Vibration Isolation – Because of its very high vibration isolation efficiencies, particularly in the low frequencies, Negative-Stiffness vibration isolation enables very high-precision instruments—such as surface analysis microscopies and instrumentation employing non-contact 3D laser scanning or structured light—to operate in harsh conditions and severe vibration environments that would not be practical with top-performance air tables and other vibration-mitigation technologies. Because of this, Negative-Stiffness isolators have seen rapid growth for use in highly-sensitive, nanometer-level microscopy applications.
Negative-Stiffness isolators, developed by Minus K Technology (www.minusk.com), employ a unique and completely mechanical concept in low-frequency vibration isolation. They do not require electricity or compressed air. There are no motors, pumps or chambers, and no maintenance because there is nothing to wear out. They operate purely in a passive mechanical mode.
In this vibration isolation system, vertical-motion isolation is provided by a stiff spring that supports a weight load, combined with a negative-stiffness mechanism. The net vertical stiffness is made very low without affecting the static load-supporting capability of the spring. Beam-columns connected in series with the vertical-motion isolator provide horizontal-motion isolation. A beam-column behaves as a spring combined with a negative-stiffness mechanism. The result is a compact passive isolator capable of very low vertical and horizontal natural frequencies and very high internal structural frequencies.
The isolator provides 0.5 Hz* isolation performance vertical, and 0.5 Hz horizontal, using a totally passive mechanical system—no air or electricity required. (*Note that for an isolation system with a 0.5 Hz natural frequency, isolation begins at about 0.7 Hz and improves with an increase in the vibration frequency. The natural frequency is more commonly used to describe system performance.)
Negative-stiffness isolators resonate at 0.5 Hz. At this frequency, there is almost no energy present. It would be very unusual to find a significant vibration at 0.5 Hz. Vibrations with frequencies above 0.7 Hz (where negative-stiffness isolators begin isolating) are rapidly attenuated with an increase in frequency.
Transmissibility with Negative-Stiffness isolators is substantially improved over air systems. Transmissibility is a measure of the vibrations that are transmitted through the isolator relative to the input vibrations. The negative-stiffness isolators, when adjusted to 0.5 Hz, achieve 93% isolation efficiency at 2 Hz, 99% at 5 Hz, and 99.7% at 10 Hz.
Keyence’s Assessment
Keyence supports the development of a wide array of factory automation and sensors, and machine vision products, as well as microscope and measurement instrumentation for non-contact surface analysis in 3D.
The company’s VR-3000 Series, for example, which is a non-contact 3D measurement system is able to measure wide areas quickly and accurately—measuring profile, roughness, flatness, wear volume or comparing 3D scan data to CAD files and determining if a part is good or bad. As well, the company’s VK-X Series 3D laser scanning confocal microscope, which provides non-contact, nanometer-level profile, roughness, and film thickness data on any material, and indicates which metrics are most critical for evaluation. These instrumentation products are designed to measure at the nanometer level, which means that in factory environments with extreme vibration, isolation of low-frequency vibrations can greatly improve data.
“We have traditionally recommended granite slabs and air tables for vibration isolation,” continued Eltinge. “The reality is, they do isolate some of the vibrations, but for customers in extreme vibration environments we wanted a solution that could provide even better results when doing nanometer-level evaluation on a surface. So, we have explored other options that would provide a better solution to these low-hertz vibrations.”
Two of the best options which Keyence identified are active system electronic vibration cancellation, and Negative-Stiffness vibration isolation.
“What we have found was essentially that both active electronic cancellation and Negative-Stiffness technologies have similar levels of vibration isolation,” explained Eltinge. “But there is a big difference in what it takes to set-up the systems. “Active cancellation systems are more difficult to set up. Whereas, Negative-Stiffness isolators require one quick adjustment and they are ready to go.”
“Our customers value equipment that is easy to use and to operate,” said Eltinge. “They purchase our equipment looking for something that will measure with incredible precision, but, at the same time be simple enough for any operator. To add a vibration isolation solution that is challenging to use is taking away from the value of our product. The operational simplicity of the vibration isolation system is, therefore, very important to us.”

|